Disclaimer: This post contains a very old attempt at shoemaking, during the very beginning of my journey. I really didn’t know what I was doing at this time, and the post is left online for archive purposes only. Please do not “learn” anything from it, as the post is certainly riddled with mistakes. It’s just a documentation on some of my thoughts as a beginner in this venture. For a more updated view of my shoemaking, please see my latest posts instead.
With Gripsholm lasted, the bottom half of the shoe remained. As I consider this somewhat of an experiment shoe, I decided to try making a rand and welt out of the same piece, to avoid an unwanted overlap between the two. I skived and burned the edges, and dyed the grain side black.

The pieces above are my second attempt, and the ones used. In my first attempt, I drew around the last bottom pattern on the nap side of 5 oz shoulder leather. I then added 10 mm margin into the shoe and 20 mm margin outwards, and drew around a large top lift to make the heel area. In other words, I tailored the pieces to precisely fit the measurements of the last bottom pattern. Because leather is slightly stretchy, this of course made the pieces too big: the welt part became too long. Realizing this, I made the pieces depicted by tracing around the ones I had already made, on a new piece of leather, but shortening them by ca 14 mm from heel to toe. The new pieces were made shorter by moving the heel forward into the shape, taking length off the welt.
The ink lines that can be seen on the rand by the heel display by how much I shortened the shape. Here I am fitting the rand and welt against the shoe by pulling it tight against the nails at the toe – it seems to be just right:

Confident that the piece would fit, I cut off excess upper and lining leather around the heel and pegged the rand. The balance to keep in mind while cutting off excess leather from the heel, is that just enough leather must be left to hammer pegs through, while just enough leather must be cut off to make room for a shank.

A plastic shank was slid in under the rand. (I’d like to use wooden shanks, but haven’t been able to find any. I also have a supply of metal shanks, but went for plastic in this case.)
Then the shoes were hand welted. While welting, I feared that the combination piece of rand and welt was still too long – I could easily have shortened it a couple of millimeters more than I did. However, it did work out in the end, without needing to slice up the welt in an improvised rescue attempt. Once the welt was knotted securely, I also hammered a couple of pegs into each side for good measure.

The footbed was corked with three layers of 2 mm sheet cork, with a fourth layer added to the toe area. I hid the shank under two layers of veg tanned shoulder leather – the second layer merely being a skived tip.

Outsole (or rather midsole) pieces were cut out from 12-13 oz calf butt and soaked in water for about 20 minutes. This is a fine choice for a regular leather sole. In this case, Gripsholm will get an additional rubber sole attached on top of this leather, making it a very sturdy midsole. Even though the lasts are quite elegant, this will be a shoe more suitable for countryside woodchopping than the office.

I applied a generous layer of Kövulfix contact cement with a toothbrush on both shoe and sole, and left to cure for 20-30 minutes.

These soles aren’t drunk, but they are hammered.

After hammering them into shape, they were left to sit for a while before the bulk of excess was cut off, in preparation for welting.
With rubber outsoles coming, I could have just skipped hiding the stitches on the leather “midsoles”. I did hidden stitches anyway, as practice for future leather soled shoes. It turned out so well that I almost changed my mind about making this into a sturdy forest shoe. I managed to open a flap without a single mistake, making it flawless.

I took a lot of pictures while opening the channels and welting, and will probably return with an ‘outsole masterclass’ post, focusing in on these steps in more detail.
For this pair, I used a new waxed polyester thread from ebay. This was listed as 1 mm, but felt ever so slightly thinner than the one I had previously used. It enabled me to make slightly smaller holes, and use smaller curved needles, which made things easier. This thread also felt more waxy to the touch.

Once welted, the channel was closed with contact cement and hammered firmly. The small dark dot at the ball is where I knotted the thread, making the color shine through slightly. While the surface is smooth, it’s also possible to see dots from the thread here and there, running around the sole like a skeletal spine. (The stitches are of course submerged in a grove underneath the flap, or they would have created big bulges all around.)

I then attached a second, horse-shoe shaped rand. But wait, what’s that – a fiddleback waist in the making? On a forest shoe?

It sure is. After all, this shoe is about experimenting things I haven’t dared to try before. On previous shoes, I haven’t had the courage to attempt a proper fiddleback, as it requires scraping on the outsole with a piece of broken glass. (I feared I would ruin the whole outsole if I slipped up). This will make for an interesting combination, a bit “out there” – I haven’t seen a fiddleback waist on a country shoe before…
After scraping the waists, they were sanded, moistened, hammered into shape, burnished, dyed, and sealed with gum thragacanth. The result is not perfect, but it’ll work. I also got some ideas on how to make a nicer fiddleback for my next pair.

After dying the outsole, I cemented heel blocks onto the rand. (The heel blocks were made out of three layers of 5 oz shoulder leather, stuck together with Hirschkleber.) The outermost line on the heel block is a tracing around the top lift I will use. The middle line is where I will hammer wooden pegs in, and the innermost line is where I’ll nail the heels before adding the top lift.

The pegs and nails were put into place:

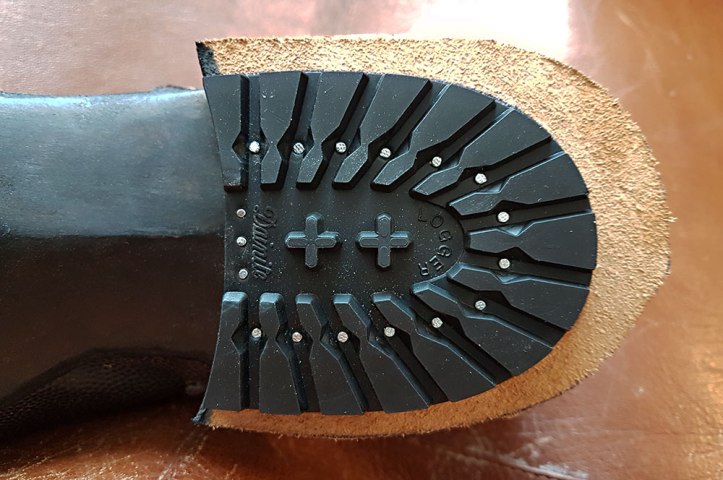
The Dainite Logger top lift was cemented on, carefully aligned to where it was previously traced. I used a healthy amount of contact cement and let it cure for a good while. To really hold it in place, I also pounded small nails through the lifts. First using a regular hammer, then to reach into the small holes I used an IKEA key, placing it on top of the nail and hammering on the key.
The heels were trimmed using drawing motions with a snap-off blade. (In reality, I mostly held the shoe aligned with the outsole facing the ground.) I trimmed it as tightly as possible with the knife, before sanding the heels.

I had previously dyed the entire outsole black, which was slightly unneccessary as it needs to be roughened up to attach the rubber outsole. After first aligning the logger soles on the shoe and marking where they would go, I sanded the leather gently as not to grind my way into the stitches. (I also roughed the rubber sole up, to take the cement better.) Some black parts are still visible on the leather, as I didn’t want to overdo it. Such a waste on a flawless channel…

How this all turns out will be shown in the summary.

Beautiful and inspiring work! Your progress is really impressive and motivating to someone (such a myself) who’s been toying with the idea of getting into shoe making!!
LikeLike
Thanks, James – that’s nice to hear! I can highly recommend getting started, but must warn that shoemaking can be highly addictive…
LikeLike
Very nice work…
I am also an amateur shoemaker ( from Paris)
I have a question for you :
You don’t seem to make any holdfast on your insole ?
I think your shoes would be must stronger if you carve an holdfast (5 mm from the feather edge, 1 cm wide and 2-3 mm thick) around the insole and then sew the welt, the upper, the lining and the holdfast all together.. ..
It needs some extra work but it’s really worth it…. that’s what i have done on the pair i am working on currently.
Keep up the good job !!
Antoine
LikeLike
Thank you for the nice comment and feedback, Antoine!
On my first ‘real’ shoe (Wenngarn), I tried to do this, and cut up a holdfast on the insole. However, I couldn’t quite work out how to welt it nicely through the insole, so I skipped that step. (From what I can tell, Andrew Wrigley doesn’t welt through the insole either). I am however convinced, as you say, that doing so would be worth it. Do you have any special tips or links on how to do it nicely? I will be sure to try it again for my next pair!
All the best!
LikeLike
Hello,
Here are a few tips you could find useful :
I use 4mm (10 oz) veg tan shoulder for my insoles. As it is quite thick, it allows me to make a 2 mm deep holfast ( through trials and errors I found that a deeper holdfast is not necessary).
The leather must be really melow, in order to make the all process easier, or less difficult 🙂
I usually let the leather soak for 2-3 h, and then wrap it in a newspaper for 12h before putting it on the last and trimming…
The outside cut of the holdfast can be made at right angle, but the inside cut must be slightly angled towards the inside of the lasr, in order to give more strength…
I then open the cuts with a screwdriver.
Next step is to cut away the outside of the holdfast. Since I dont have a channel knife, I simply cut horizontally half way down the edge of the insole. This way, the 2 cuts meet at right angle. You have to be very careful doing this, as it is really easy to cut too deeply…
For the inside, I simply skive it (1 -2 mm deep, you don’t need more).
The holes are to be made with a curved awl before lasting (It is too difficult in my experience to make the holes during welting), every 6 mm… You can draw a line for each hole, it will help a lot during welting….
At the toe, you have to maintain the 6 mm space between each hole, but because of the shape, the inside lines will almost be touching….
Here is a great blog wich provides tons of useful stuffs about the making of the holdfast ( and shoemaking… ):
http://carreducker.blogspot.fr/2009/09/hot-off-presses.html?m=1
Hope to read you soon,
Best regards,
Antoine
LikeLike
Hello again Antoine,
Thanks for the long reply, with some great tips! I hadn’t thought of soaking the insole for that long, or leaving it to dry like that. I also think I can see in my head how it can all be done from your description, and have ordered an awl I think may be right for the task.
I will definitely attempt this for my next pair! (Was planning on it “in the future”, but once I started to develop my skills in certain areas of shoemaking, I’m also very eager to just sit and work and get to the finish line with a pair… Your comment has helped preventing my laziness in this aspect!)
LikeLike